Процесс шевингования, виды и формы шеверов

Шевингование – это технология механической обработки металла, которую применяют на завершающем этапе производства. В качестве рабочего оборудования применяют зубошевинговальные станки, которые за несколько циклов придают заготовке завершенный вид. На обработку подаются только незакаленные детали. В противном случае шевер – режущий инструмент станка – не сможет качественно резать металл. Выделяют несколько способов шевингования, отличающихся по направлению подачи: параллельное, касательное и диагональное.
Оглавление
Где и зачем применяют шевингование
Технология не отличается богатой историей. Она была изобретена в 30-х годах прошлого века в США компанией National Broach. С 1936 года шевингование зубчатых колес было опробовано на Московском автомобильном заводе имени Сталина.
Технология шевингования зубчатых колес – востребованная процедура в современном производстве. В автомобильной промышленности зубчатые передачи используют в коробках переключения передач, редукторах мостов, раздаточных коробках и других узлах. Кроме того, шевингование применяется в других отраслях, где предъявляют высокие требования к точности зубчатого зацепления.
Результатом обработки является геометрически правильная форма зубьев, поверхность которых приобретает механическую прочность и упругость. Благодаря этому повышается точность передачи и снижается уровень шума в процессе эксплуатации передач.
Технические характеристики некоторых сплавов не позволяют выполнять чистовую обработку с помощью шлифования. В этом случае заготовки подвергают шевингованию.
Обработку шевером в редких случаях используют в качестве альтернативы химической очистки металла, поскольку шевингование является менее опасной и трудоемкой процедурой.
Механическое удаление лишней стружки преследует следующие цели:
- правку боковых граней прямозубых и косозубых колес;
- увеличение точности изделия на 2-3 класса;
- повышение эксплуатационных характеристик.
Помимо шестерен, шевингованию подвергают проволочную продукцию. Процесс обработки удаляет посторонние поверхностные отложения, повышая качество материала.
Технологию применяют для обработки следующих металлов и сплавов:
- различных типов стали, включая пружинистую;
- меди;
- латуни;
- бронзы;
- алюминия и сплавов на его основе;
- цинка.
Технология процесса шевингования
Шевингование зубчатых колес – это удаление лишнего металла методом резания при сопряжении режущего инструмента с обрабатываемой шестерней. Таким образом в процессе обработки образуется зубчатая пара, вращаемая приводом станка. В зоне контакта снимаются тонкие полосы металла. Направление удаления металла зависит от способа подачи шевера.
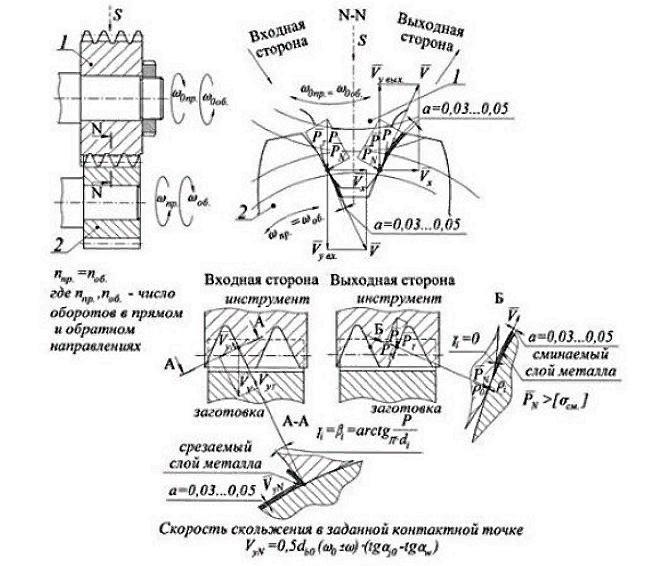
На станках повышенной точности реализована возможность осциллирующего движения режущего инструмента. Наиболее эффективной считают частоту в диапазоне 20–100 Гц. Это позволяет выполнять обработку за один проход и уменьшать показатель шероховатости поверхности.
Расчет припуска выполняют в процессе изготовления зубчатого колеса. Исходными данными являются модуль, диаметр шестерни, а также требуемый класс точности готового изделия.
Плюсы и минусы шевингования
В современном производстве для изготовления зубчатых колес применяют метод накатывания зубьев. В его основе лежит принцип пластичного деформирования незакаленного металла без снятия стружки.
Несмотря на высокую точность металлообрабатывающих станков, класс точности необработанного зуба не всегда соответствует предъявляемым требованиям. Использование шевингования в качестве средства чистовой обработки обладает следующими преимуществами:
- точность зубчатого венца увеличивается как минимум на одну степень;
- высокая производительность сокращает продолжительность общего цикла изготовления шестерни;
- после обработки шевером качество поверхности увеличивается;
- показатель шероховатости плоскости близок к технологическим параметрам шлифования;
- снижения уровня шума в процессе эксплуатации.
К недостаткам шевингования относят отсутствие жесткой кинематической связи между шевером и зубчатым колесом. Это причина низкого уровня корректировки дефектов предыдущих шагов. Качество зависит от величины припуска. Таким образом, имеется прямая связь между точностью зубонарезного станка и результатом обработки шевингованием.
Современные шевинговальные станки позволяют осуществлять резание зуба при жесткой кинематической связи с расположением относительно друг друга под углом 45º. В процессе участвуют два шевера для двухсторонней отделки зуба.
Инструменты и оборудование
Работы выполняются на специальных зубошевинговальных станках, тип которых зависит от производственных задач. Основными параметрами оборудования являются:
- Тип приводного механизма. Может быть электромеханическим или гидравлическим.
- Направление подачи: продольная, поперечная, тангенциальная или диагональная.
- Скорость шевингования заготовки за единицу времени определяет производительность станка.
- Максимальный размер заготовки. Для самых маленьких моделей показатель не превышает 125 мм. Массивные агрегаты способны обрабатывать детали шириной до 4000 мм.
- Мощность главного привода станка.
- Максимально допустимый модуль шестерни.
- Регулируемый диапазон скорости вращения маховика.
- Габариты и масса.
В качестве примера приведем основные технические параметры популярной модели 5Д702В – полуавтоматического зубошевинговального станка с горизонтальной осью:
- Диаметр шестерни от 20 до 320 мм.
- Модуль от 1,5 до 8 мм.
- Посадочный диаметр шпинделя 63,5 мм.
- Величина припуска при обычном шевинговании до 0,46 мм.
- Мощность главного электродвигателя 3,2 кВт.
- Габариты (Д*Ш*В, мм) 1950*1600*2130.
- Масса 4700 кг.
Виды и форма шеверов
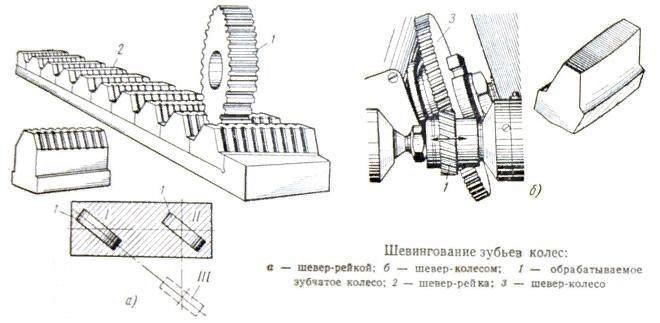
В процессе обработки зубатых колес используют следующие виды шеверов:
- Реечный. Предназначение – шевингование зубчатых колес с прямыми и винтовыми зубьями. Имеет вид продолговатой планки со съемными зубчатыми насечками. Данный тип не отличается высокой точностью обработки и поэтому не пользуется особой популярностью.
- Шевер дисковый. Представляет собой дисковое колесо из быстрорежущей стали. Каждый зуб имеет поперечные канавки, которые образуют режущие грани. Кроме того, они выполняют функцию отвода побочных продуктов металлообработки.
- Облегающий. Для шевингования зубьев бочкообразной формы.
- Червячный. Инструмент для обработки соответствующих передач.

Рассмотрим последние два вида подробнее.
Облегающие шеверы
Это режущий инструмент, для которого не нужна продольная подача, а обработка выполняется по линейной поверхности зацепления.
Использование данных шеверов позволяет сократить время обработки. По сравнению с приспособлениями дискового типа точность облегающих шеверов несколько ниже. В результате воздействия можно получить зуб в форме бочки.
Основное отличие от стандартного инструмента заключается в воздействии на контактную плоскость. Направление движения имеет форму вогнутой линии, а не прямой. За счет этого и получают зубья специфической формы.
Червячные шеверы
Применяются для финишной отделки колес червяного типа. Это наложило отпечаток на конструкцию инструмента: он имеет форму червяка с мелкими режущими насечками.
Червячные шеверы не поддаются стандартизации, поэтому подбор осуществляется, исходя из чертежных размеров обрабатываемой заготовки.
Существует несколько типов червячных шеверов. Наиболее популярными являются:
- эвольвентный;
- Архимедов;
- глобоидный.
Шевингование может выполняться двумя способами:
- Сокращением расстояния между осями шевера и червяка.
- Регулировкой скорости вращения режущего инструмента при неизменном положении шевера и детали относительно друг друга.
Технология шевингования по сей день является востребованной процедурой. Это единственный способ чистовой обработки зубчатых колес с целью повышения качества поверхности и увеличения класса точности изделия. А вам приходилось наблюдать за работой современных зубошевинговальных станков с ЧПУ? Некоторые специалисты полагают, что по сравнению с современным оборудованием точность отечественных станков, применяемых в серийном производстве, крайне мала. Согласны ли вы с этим утверждением? Напишите ваше мнение в комментарии.






