Виды наждачной бумаги, ее маркировка и производство

При шлифовании, предварительной полировке и доводке режущих кромок в качестве инструмента обычно используют точильные круги, плоские бруски или гибкие листовые материалы, покрытые абразивной крошкой. Последние имеют два широко распространенных названия: народное — наждачная бумага (наждачка), и официальное ГОСТ — шкурка шлифовальная. Обиходное название сохранилось еще с тех времен, когда в качестве абразива использовался порошок природного корундита (наждак), а в качестве основы применялась плотная бумага. Сейчас вместо натуральных минералов используют абразивы, получаемые промышленным способом. Среди них самые распространенные — это зернистые порошки на основе оксида алюминия, карбида кремния и нитрида бора. Основа у современной наждачки может быть не только бумажная, но и тканевая, полиэстеровая, фибровая или комбинированная, а в качестве связки сейчас применяют водостойкие и электростатические клеевые составы. Изначально наждачная бумага использовалась только при ручной шлифовке. Но во второй половине двадцатого века в связи с созданием высокопрочных основ она стала широко применяться и в машинном шлифовании: сначала на ленточных и барабанных станках, а затем и на вибрационных и орбитальных шлифмашинах.
Оглавление
- 1 Форма выпуска наждачки
- 2 Таблица маркировок
- 3 Используемые абразивы
- 4 Основы наждачной бумаги
- 5 Разновидности способов изготовления
- 6 Виды держателей для наждачной шкурки
- 7 Советы по выбору для отдельных видов работ
- 8 Популярные производители
- 9 Применение наждачной бумаги в зависимости от ее зернистости
- 10 Советы по обработке металла наждачкой
Форма выпуска наждачки
Абразивная шкурка используется не только для ручной, но и для машинной шлифовки, поэтому она выпускается в самых разнообразных формах.
- Листовая. Обычно продается в виде листов размером 280×230. Некоторые торговые марки предлагают комплекты разной зернистости, состоящие из 4–6 листов. Этот вид наждачной бумаги применяется в вибрационных шлифмашинах, чья подошва обычно имеет длину 280 мм, а ширину — 93 или 115 мм.
- Рулонная. Чаще всего наждачная бумага продается в рулонах длиной 5 м и шириной 93 или 115 мм, что соответствует ширине ручной державки или подошвы вибрационной шлифмашины. Кроме того, в магазинах можно встретить рулоны шлифовальной шкурки длиной несколько десятков метров и шириной до метра. Такой материал предназначен для раскроя на рулоны меньшей ширины или отдельные листы.
- Дисковая и треугольная. Такие формы шлифлистов применяют в орбитальных и дельта-шлифмашинах и выпускаются в двух видах: для крепления на клипсах и самоклеящиеся («липучки»). Как правило, у обеих форм на поверхности расположено 6–8 отверстий для отвода пыли от обрабатываемой поверхности (см. на фото ниже — на переднем плане).
- Ленточная. В стационарных и ручных ленточных шлифмашинах применяют шлифшкурку в виде непрерывной ленты, вращающейся между несколькими роликами. В зависимости от вида оборудования ее длина может составлять от десятков сантиметров до нескольких метров.
- Цилиндрическая. Такая форма используется в барабанных машинах и для шлифования с помощью цилиндрической оснастки.


Кроме того, наждачная бумага является составной частью лепестковых щеток. В этом случае она используется в виде множества узких ламелей шлифшкурки, закрепленных одним концом по всей окружности центральной втулки (см. на фото выше — слева на заднем плане).
Таблица маркировок
Маркировка зернистости российской наждачной бумаги с 2005 года полностью унифицирована с международной, т. к. новый ГОСТ Р 52381-2005 включает в себя все положения стандарта ISO 6344. В отличие от прежнего ГОСТ 3647-80 теперь цифры маркировочного кода обозначают не размер абразивных зерен, а величину «меш» (англ. mesh – количество отверстий на линейный дюйм в решетке сита). Соответствие старого и нового обозначений смотрите в таблице.

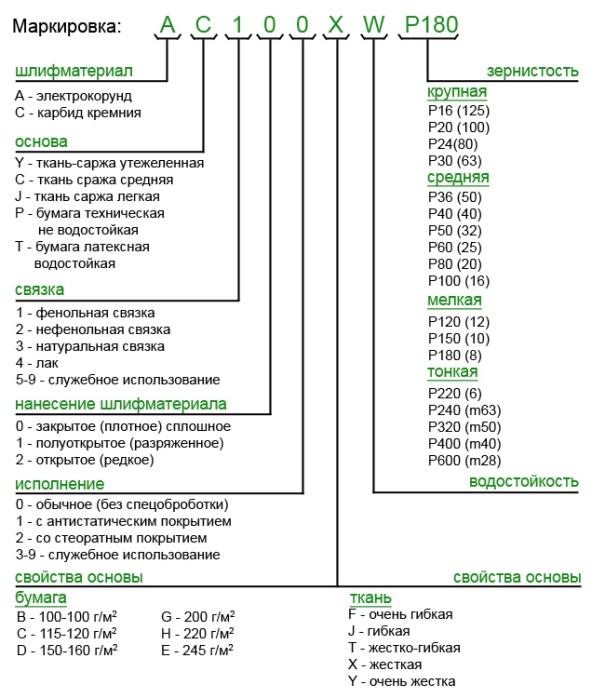
Несколько ранее Белгородским заводом абразивов были введены в действие ТУ 3980-009-00223332-2003, которые регламентировали новую маркировку наждачной бумаги с использованием международного обозначения зернистости и других параметров (см. правую схему выше). До этого маркировочный код наносился в соответствии с несколькими ГОСТами 1982 года (каждый для определенного вида основы).
Существует несколько видов обозначений зернистости наждачной бумаги, среди которых самые распространенные — это системы Федерации европейских производителей абразивов (FEPA) и американского Института производителей абразивных покрытий (CAMI). На основании первой в 1998 году был принят международный стандарт ISO 6344, вторая распространена в основном в США. Маркировка FEPA основана на числовом ряде размеров шлифовального зерна, имеющем 21 градацию в интервале от 3 мкм до 1 мм (см. левую таблицу выше). По качественному типу абразивные порошки для наждачки делятся на два вида: крупнозернистые (с Р22 по Р220) и мелкозернистые (с Р240 по Р2500). Размер самого маленького шлифовального зерна по этой классификации составляет 3–5 мкм, что соответствует старому номеру ГОСТ шлифовальной шкурки для полировки Н0 (народное название — «нулевка»).
Используемые абразивы
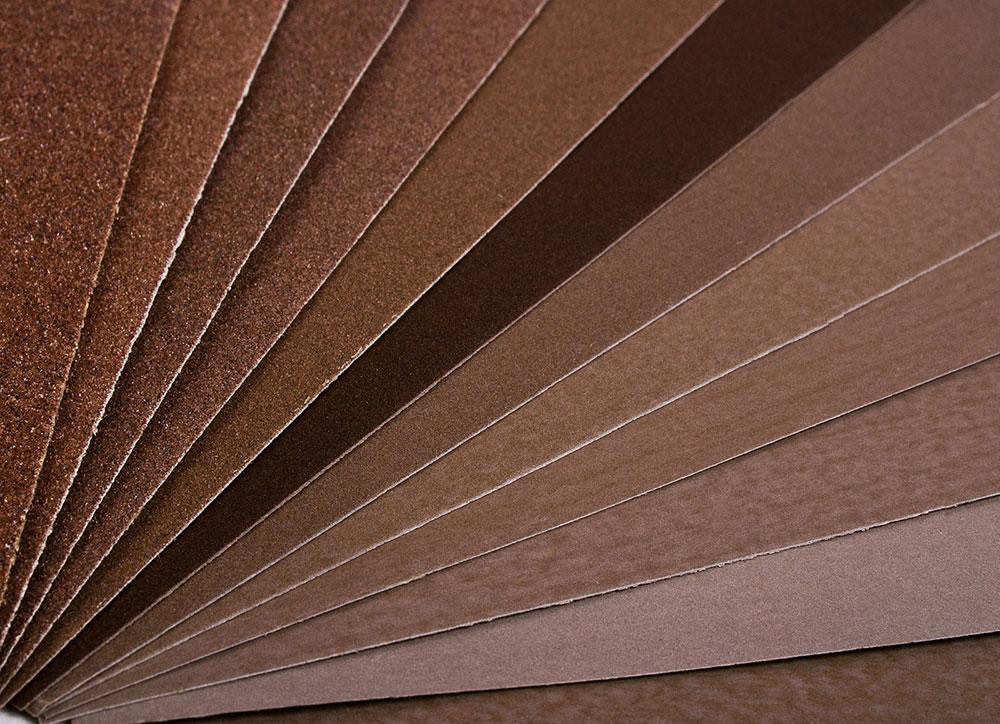
Для создания поверхностного слоя наждачной бумаги используют несколько базовых абразивных материалов. Помимо этого, каждый из них имеет множество разновидностей, отличающихся друг от друга физико-химическими и технологическими характеристиками. Основные абразивы, применяемые для изготовления наждачной бумаги:
- Электрокорунд. Искусственный материал, содержащий до 99 % оксида алюминия. Достаточно недорогой и поэтому самый распространенный среди абразивов. Кроме нормального и белого, выпускается ряд разновидностей с добавками соединений титана, хрома, циркония и пр.
- Карбид кремния. По сравнению с электрокорундом более хрупок, но превосходит его по твердости, поэтому применяется главным образом для работ по металлу. Выпускается в двух видах: зеленый и черный, которые несколько отличаются режущими свойствами.
- Гранат. Природный минерал, по твердости уступает всем остальным, но хорошо самозатачивается. Основное применение — шлифовка изделий из мягких материалов.
- Эльбор. Синтетический абразивный материал на основе нитрида бора. По твердости несколько уступает алмазу, но имеет лучшую термостойкость.
- Алмаз. Имеет самую высокую твердость. Алмазную наждачку применяют для обработки твердых сплавов и доводки инструмента.
Кроме того, по-прежнему выпускается наждачная бумага на основе природного корундита (наждака) и стеклянного порошка. Последняя в соответствии с нормативами используется для шлифовки коллекторов электродвигателей и генераторов.

Основы наждачной бумаги
В качестве основы при изготовлении наждачки используют листовые материалы с различными характеристиками, в том числе:
- бумагу обычную и латексную;
- хлопчатобумажные и смесовые (х/б+синтетика) ткани;
- фибру;
- ткани из полиэстера;
- комбинированные материалы (обычно бумага+ткань).
Бумага классифицируется по плотности в шести диапазонах от 85 г/м² до 500 г/м², а основным технологическим признаком тканей, кроме их состава, является гибкость. Этот параметр имеет шесть градаций: от «особо гибкая» и «очень гибкая» до «жесткая» и «особо жесткая». Кроме того, вся наждачная бумага независимо от основы делится на обычную и водостойкую.
Основные достоинства наждачки на бумажной основе — невысокая цена и устойчивость к растяжению. А ее главный недостаток — низкая механическая стойкость и ломкость на сгибах. Наждачная бумага на тканевой основе обладает высокой прочностью на разрыв и может использоваться в лентах при машинной шлифовке. Кроме того, она эластична и легко принимает форму шлифуемой поверхности. А водостойкие тканевые основы не теряют своих рабочих качеств при мокрой шлифовке или работе в условиях повышенной влажности. Для получения сочетаний механических свойств различных материалов (гибкость и неспособность к растяжению) выпускают наждачную бумагу с двухслойной основой, пропитанной полиэфирными смолами.
Разновидности способов изготовления
При нанесении абразивного порошка на основу наждачной бумаги применяют два способа расположения абразивных зерен. Первый — открытой насыпкой. В этом случае частицы абразива занимают не все пространство на поверхности основы и между ними остаются свободные пространства размером около длины зерна. Такое расположение режущих зерен лучше всего подходит для обработки крошащихся материалов, т. к. срезаемые частицы материала в этом случае легко отходят от поверхности наждачки.
При закрытой насыпке абразивная крошка полностью укрывает поверхность наждачки. Такие шлифшкурки в основном применяются для обработки металлов. Он не пригодны для шлифования мягких материалов, т. к. в этом случае наждачная бумага быстро засаливается. Разравнивание абразивного порошка по основе может производиться двумя способами: механическим и электростатическим. При первом расположение зерен неравномерное. Такая наждачка менее производительная, но более щадящая к обрабатываемой поверхности. При электростатическом разравнивании зерна укладываются более равномерно, что создает абразивный слой с лучшими режущими способностями.
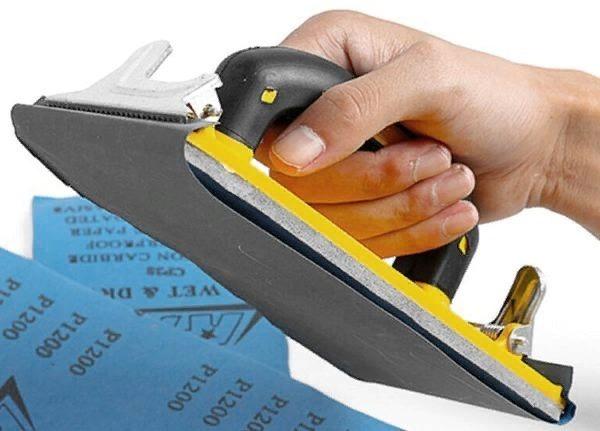
Виды держателей для наждачной шкурки
При ручной шлифовке плоских поверхностей наждачную бумагу обычно крепят на прямоугольные державки. В самом простом виде это деревянный брусок, обернутый наждачкой. Для профессионального использования выпускают специальные державки, которые по внешнему виду похожи на штукатурные терки. Они имеют стандартную ширину рабочей поверхности (93 или 115 мм), на которой наждачная бумага фиксируется двумя зажимами. Для мягкой шлифовки на их подошву клеится тонкая прокладка из губки или уплотнителя на поролоне. Ручная шлифовка профильных поверхностей обычно выполняется без применения приспособлений, но при массовом производстве нередко используют державки с изогнутыми подошвами.
Советы по выбору для отдельных видов работ
Выбрать нужный вид наждачной бумаги по виду работ достаточно просто. В стандартной таблице зернистости отдельные значения объединены в группы, для каждой из которых указано ее назначение. Например, зернистость от P22 до Р60 предназначена для «очень грубых» и «грубых» работ. В эту категорию попадает зачистка поверхностей от старых покрытий и загрязнений, а также их выравнивание перед шлифовкой. С условиями применения наждачной бумаги также можно разобраться самому. При обработке профильных поверхностей необходима наждачка на тканевой основе, а при работе во влажной среде или при мокром шлифовании не обойтись без водостойкой. С подбором наждачной бумаги для шлифовки конкретных материалов ситуация несколько сложней. В этом случае необходимо либо просмотреть каталоги производителей с рекомендациями по использованию их продукции, либо воспользоваться помощью квалифицированного консультанта.
Популярные производители
На российском рынке наждачная бумага представлена двумя типами брендов. Первые — это производители ручного и электроинструмента, которые продают различные виды наждачек под своими торговыми марками в качестве расходных материалов к собственной продукции. Во второй группе представлены предприятия, специализирующиеся на выпуске инструмента, в том числе и абразивного. К примеру, бумага наждачная Fit предлагается известной канадской торговой маркой, специализирующейся на продажах всех видов ручного и приводного инструмента. Среди российских производителей самым известным является Белгородский завод абразивов, а среди зарубежных — финская компания Mirka и знаменитая международная корпорация 3M. Львиная доля наждачной бумаги на российском рынке импортная. В основном она поставляется из КНР под различными торговыми марками, хотя такой известный бренд, как «Мирка», выпускает свою наждачную бумагу на Тайване. На этом фоне лучше всех выглядит 3M, построившая в 2008 году собственный завод в Волоколамске.

Применение наждачной бумаги в зависимости от ее зернистости
Зернистость наждачной бумаги является главным технологическим параметром, поскольку именно от нее зависит качество обработанного изделия. И если крупная наждачка применяется для зачистки и подготовки поверхностей любых материалов, то на стадии первичной и окончательной шлифовки выбор зернистости наждачной бумаги во многом зависит от твердости, ломкости и вязкости материала. К примеру, окончательная шлифовка мягкой древесины выполняется с зернистостью от Р150 до Р220, твердой — Р240–Р280, металла — с Р1000. При этом размер зерна наждачной бумаги меняется в 5 раз: от 100 мкм до 20 мкм. Примерно в такой же пропорции происходит изменение размера зерна между окончательной шлифовкой и тонкой полировкой. Поэтому для полного цикла обработки поверхности (от зачистки до полировки) может потребоваться до пяти-шести видов наждачной бумаги.
Советы по обработке металла наждачкой
При зачистке и шлифовке стали и чугуна рекомендуют использовать наждачную бумагу с абразивным зерном из электрокорунда на водостойкой основе из жесткой или гибкой (в зависимости от задачи) хлопчатобумажной ткани. В общем случае подойдет наждачная бумага типа KK19XW с зернистостью, соответствующей типу обработки. Алюминий и его сплавы рекомендуют обрабатывать наждачкой на бумажной основе высокой плотности (220–270 г/м²) с зерном из электрокорунда, к примеру, такой, как KP13E. Сплавы меди имеют различную вязкость и хрупкость. И если для бронзы подойдет такая же наждачная бумага, что и для черных металлов, то более вязкую латунь шлифуют наждачкой с зернами из белого или циркониевого электрокорунда на хлопчатобумажной или полиэстеровой водостойкой основе. В силу физико-механических особенностей титана и его сплавов для их обработки используют наждачную бумагу с зернами из карбида кремния на тканевой водостойкой основе, например CK10XW, CX10YW и CX10RW.
Если мы упустили что-либо важное в описании особенностей применения наждачной бумаги при обработке металлов и других материалов, дополните, пожалуйста, нашу информацию в комментариях к этой статье.






