Виды современных сварочных аппаратов

Один из видов неразъемных соединений металла — сварочный шов. Образуется при локальном нагреве места стыка. Надежность обеспечивается созданием межатомных связей. Для производства такого соединения используется специальное оборудование — сварочный аппарат.
Оглавление
Виды соединений
Оборудование для сварки используется с целью термической обработки краев металлических изделий посредством создания электрической дуги. Общеупотребительное название — сварочная дуга.
Источником питания дуги служит электрический ток:
- Переменный. Изменение направления вектора тока приводит к поочередной смене полярности у анода и катода (детали и электрода). Электродуга исчезает при прохождении тока через нулевое значение напряжения.
- Постоянный. Вектор тока направлен в одну сторону. Значение напряжения в исходный момент постоянно (меняется при приложении нагрузки).
- Пульсирующий. Или однонаправленный ток с меняющейся величиной напряжения, отличным от нуля.
Последние два вида имеют полярность:
- Прямая. Свариваемый объект подсоединен к «плюсу» — аноду. Электрод — к «минусу», катоду.
- Обратная. «Плюс» — это электрод, «минус» — деталь.
Значение полярности важно для перенаправления теплового потока. Прямое подключение усиливает тепловой баланс на обрабатываемом изделии, то есть сильнее плавится металл детали. Обратный — на электроде.
Регулировка параметров (частота и длительность импульса) пульсирующего тока позволяет переносить расплавленный металл электрода буквально по каплям.
Электродуговая сварка (один из видов сварки) подразделяется:
- ручная электродуговая;
- полуавтоматическая в среде защитных газов;
- под флюсом;
- неплавящимся электродом.
Соответственно, для выполнения того или иного типа соединения применяется свой комплект сварочного оборудования.
Кроме электрических аппаратов широко распространена газовая сварка — тепловой нагрев осуществляется газовым факелом. В производстве и домашних работах представлены такие виды сварочных аппаратов и приспособлений.
Сварочный трансформатор
Самый первый в истории сварочный аппарат, использующий для зажигания и поддержания дуги электричество — сварочный трансформатор. Преобразует стационарное напряжение (220 или 380V) в пониженное (60-80V). При этом значения тока могут достигать нескольких тысяч ампер.
Регулировка тока осуществляется:
- индуктивным сопротивлением;
- величиной холостой хода (показатель — вторичное напряжение).
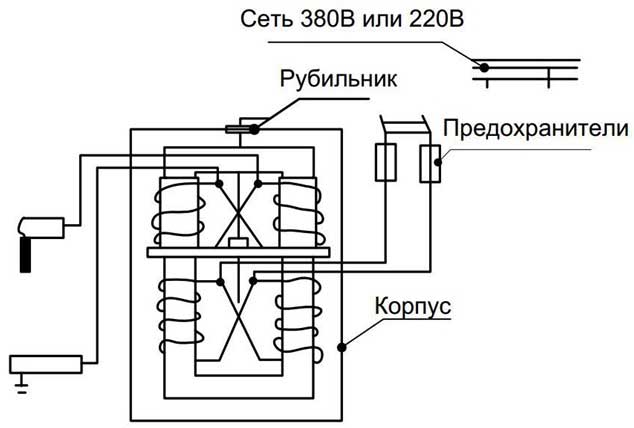
Агрегат для сварочных работ состоит из корпуса, объединяющего:
- трансформатор, состоящий из первичной и вторичной обмотки;
- металлический сердечник;
- устройство перемещения вторичной обмотки (регулировка силы тока);
- блок управления.
Трансформаторы подразделяются:
- одно- или двухфазные;
- по количеству рабочих мест — постов;
- способ регулировки: посредством переключения обмоток, дросселем насыщения, магнитным рассеиванием.
Основные характеристики:
- показатель коэффициента мощности {cosφ}, среднее значение 0.4-0.5;
- напряжение электросети (220 или 380V);
- вторичное напряжение (60-80V);
- мощность оборудования — влияет на толщину обрабатываемых деталей и диаметр электродов;
- диапазон регулировки тока.
Принцип действия приспособления для сварки — понижение напряжения до необходимого уровня и поддержание силы тока в процессе обработки детали. Осуществляется при прохождении сетевого тока по первичной обмотке, создании магнитного потока и возникновении пониженного напряжения во вторичной обмотке.
Преимущества
- простота конструкции;
- невысокая и доступная цена;
- несложное обслуживание;
- длительный ресурс эксплуатации.
Недостатки
- нестабильная электродуга;
- сложность зажигания дуги;
- зависимость от скачков и величины сетевого напряжения;
- необходим определенный практический навык со стороны рабочего.
Сварочный аппарат, выполненный на основе трансформатора, применяется для ручной дуговой сварки под флюсом. Можно использовать для резки металла.
Сварочный выпрямитель
Отличие от трансформатора — на выходе постоянный ток. Если точнее — пульсирующий. Выполняется по одно- или трехфазной схеме. Последняя предпочтительнее, так как снижается пульсация тока.

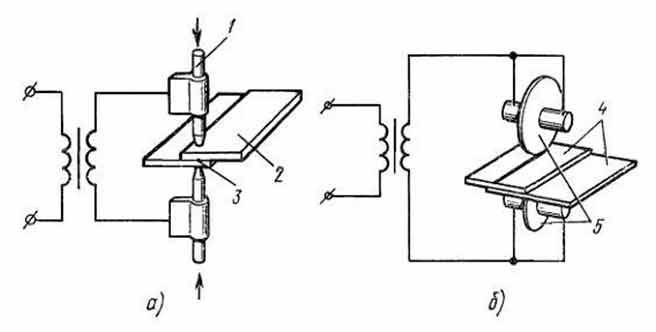
Конструктивно состоит из нескольких основных узлов (на схеме поз. «а»):
- силовой трансформатор (поз.1);
- блок выпрямителей (поз.2);
- электрод и деталь.
На поз. «б» приведен вид пульсирующего тока.
Силовой трансформатор понижает ток до уровня, обеспечивающего режим сварки. Необходимая величина выставляется посредством регуляторов, входящих в конструкцию. Преобразование переменной составляющей в постоянную производится кремниевыми или селеновыми полупроводниковыми вентилями.
Обобщенно, в состав оборудования входит:
- несущий корпус с колесиками для удобной транспортировки;
- силовой трансформатор;
- блок полупроводниковых выпрямителей;
- блок регулирующей аппаратуры;
- вентилятор охлаждения;
- передняя панель с приборами и ручками переключения, разъемами подключения кабелей.
Основной технический параметр выпрямителя — ВАХ (вольтамперный показатель). Характеризует устойчивость электродуги. ВАХ бывает падающей или жесткой.
Выпрямитель на падающей характеристике основан на кремниевом вентиле. Режим выставляется посредством смены обмоток или плавным смещением магнитного шунта.
Плюсы
- увеличенный КПД, меньшие потери электроэнергии;
- улучшенные показатели динамических свойств;
- повышенная надежность, увеличенный ресурс;
- простота конструкции и обслуживание;
- малошумность в процессе сварки.
Минусы
- достаточно высокая цена по сравнению с трансформатором;
- высокая чувствительность к скачкам напряжения в электросети.
Выпрямитель производится для одного рабочего места или многопостовым. Целесообразно использовать для ручных операций в промышленных условиях. Впрочем, оборудование, собранное своими руками, сможет найти применение в бытовых целях.
Инвертор
Современное сварочное оборудование — это инвертор. Является источником зажигания и питания сварочной электродуги. Самый популярный сварочный аппарат в XXI веке.
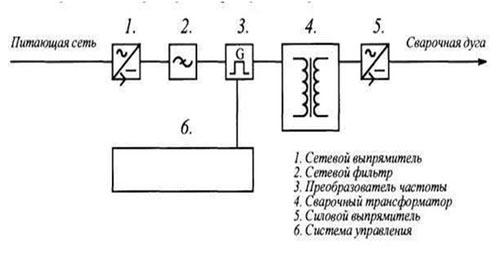
Сварочное оборудование представляет собой:
- первичный блок выпрямителя;
- силовой трансформатор, понижающий показатель стационарного напряжения до уровня холостого хода;
- блок полупроводниковых деталей: силовые транзисторы (инвертор), стабилизирующий дроссель, сглаживающий пульсации тока;
- высокочастотный трансформатор;
- вторичный выпрямитель для перевода переменной компоненты в постоянную;
- блоки стабилизации, регулировки и управления.
Перевод стационарного тока в сварочный осуществляется:
- Сетевое напряжение (220 V, 50 Hz) преобразуется в постоянный ток на первичном выпрямителе.
- Инверторный блок (транзисторная группа) трансформирует ток в переменный с высокой частотой (десятки килогерц).
- Напряжение посредством высокочастотного трансформатора понижается с одновременным возрастанием силы тока.
- Вторичный выпрямитель преобразует переменную составляющую в постоянную. Далее ток направляется на электрод.

Преимущества инвертора
- Обеспечение высоких показателей стабильности электродуги.
- Независимость от колебаний напряжения в электросети.
- Возможность изменять рабочие показатели тока в широком диапазоне.
- Работа на переменном и постоянном токе любыми видами электродов с флюсовой обмазкой.
- Малое образование брызг расплавленного металла.
- Соединение широкого перечня металлов, в том числе со слабой свариваемостью: конструкционная сталь, чугун, цветные металлы и сплавы (медь, алюминий).
- Обеспечение работы в режимах MMA (ручная дуговая), TIG (неплавящимся электродом в среде газов), MIG/MAG (плавящимся электродом в среде защитных газов).
К дополнительным плюсам относятся:
- Функция «HotStart» (горячий старт). Упрощает зажигание дуги. Отсутствует привычное залипание электрода, как у сварочного трансформатора.
- Функция «ArcForce» (буквально, форсаж дуги). Основное назначение — поддержание стабильности дуги при нештатных режимах.
Основные характеристики:
- Сварочный ток. Определяет толщину обрабатываемого материала.
- Диаметр электрода. Показывает на диапазон применяемых электродов.
- Стационарное напряжение. Сварочный аппарат спроектирован для эксплуатации в одно- или трехфазной сети.
- Мощность. Влияет на толщину обрабатываемого металла, продлевает ресурс оборудования при штатных режимах без перегрузок.
Инвертор применяется для всех видов ручной сварки. Схема применена в полуавтоматических приборах, оборудовании, работающем в среде защитных газов. Агрегат — находка для начинающих сварщиков. На нем удобно постигать азы сварочной науки.
Полуавтомат
Полуавтоматическая сварка — это применение в качестве электрода и присадочного металла проволоки. Последняя автоматически подается в зону электродуги.
Полуавтоматы выполняются по принципу:
- трансформатора;
- выпрямителя:
- инвертора.
Основное отличие — блок подачи проволоки в зону горения и оборудование с газовой средой.
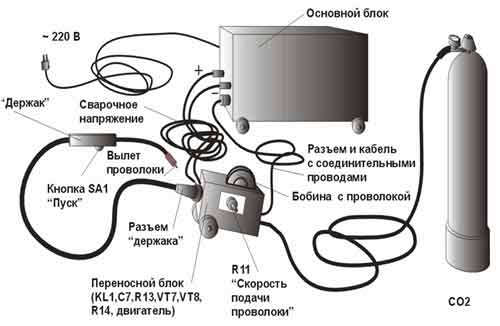
Для полуавтомата используется стальная омедненная калиброванная проволока. Покрытие обеспечивает хороший электрический контакт и скольжение сквозь мундштук держателя.
Ток подается на токопроводящий мундштук. Электродуга плавит проволоку. Обеспечение необходимой и постоянной длины проволоки производится механизмом подачи. Газ подается через сварочную горелку. Назначение газовой компоненты — образование защитного облака, отсекающего влияние кислорода воздуха.
Полуавтомат может производить работы без среды защитных газов. Для этого применяется специальная проволока с флюсом в виде порошка. Конструкция представляет собой оболочку из собственно сварочной проволоки, внутри которой находится защитный порошок.
Преимущества
- высокие показатели качества сварного шва;
- обработка материалов, трудно поддающихся сварке;
- возможность работы с тонким листовым металлом (например, автомобильный лист);
- почти полное отсутствие угара, малое разбрызгивание;
- допускается проводить работы без предварительной разделки кромок обрабатываемых полуфабрикатов;
- экономичность — меньший расход металла (проволоки), использование газа вместо дорогостоящего флюса (электрода);
- повышение производительности труда;
- упрощение процедуры сварочных операций — отсутствует эффект примерзания проволоки к детали по окончании процесса.
Недостатки
- наличие дополнительного оборудования — механизма подачи проволоки, газового оборудования;
- осложнения при транспортировке из-за громоздкости всего комплекта;
- необходимость защиты газового факела от ветра при работе на открытой местности;
- увеличение стоимости оборудования.
В целом, сварка и сварочное оборудование при полуавтоматическом процессе почти незаменимы при работах с тонкостенными изделиями (автомобильная промышленность). Или при обработке химически активных (алюминий, титан) или трудносвариваемых (чугун, высоколегированные стали и т.п.) материалов.
Точечная сварка
Точечная или контактная сварка — технологический процесс соединения металлических изделий на малой локальной площади (точке).
Прочность сварного стыка определяется:
- формами и размерами электродов;
- величиной тока;
- времени процесса;
- силы сжатия электродов;
- состоянием соединяемых поверхностей.
Принцип действия, конструкция
В основе процесса лежит принцип теплового воздействия на стыкуемые изделия. Электроды прижимаются к поверхности обрабатываемых деталей. При подаче тока, последний проходит от электрода к электроду сквозь полуфабрикат.
Металл электродов обладает высокой электропроводностью. В точке сварки образуется зона с повышенным электрическим сопротивлением — выделяется тепло и происходит расплавление соединяемого металла. Образуется ядро шва размером 4-10 мм.
Существует два режима точечного стыка:
- Мягкий. Отличается увеличенным временем сварки, постепенным нагревом (до 3 секунд)
- Жесткий. Характеризуется повышенными токами, меньшим временем обработки, значительными усилиями сжатия электродов.
Первый способ отличается:
- меньшей нагрузкой на сеть;
- применением оборудования меньшей мощности, соответственно, более дешевого;
- снижение общей площади закалки металла, возникающей при нагреве;
- применяется для обработки стали, склонной к закалочным процессам.
Второй:
- повышенным расходом электроэнергии, нагрузкой на сеть;
- потреблением мощности;
- усиленное оборудование;
- используется для работ с алюминием, медью, высоколегированных сталей, изделий разной толщины.

Параметры процесса задаются изначально:
- диапазон усилий сжатия и время приложения давления;
- время обработки током;
- сила тока.
Точечная контактная сварка нашла применение для стыковки изделий в электронике (толщина детали не менее 0.02мм), автомобильной промышленности, судо- и авиастроении и т.п.
Бытовой сварочный аппарат — это конструкция в виде клещей.
Сварочный агрегат (генератор)
Для работ «в поле» при отсутствии стационарной электрической сети используются изделия, сочетающие несколько функций:
- сварочный аппарат;
- генератор электричества.
Сварочный агрегат состоит:
- двигатель внутреннего сгорания (дизельный или бензиновый);
- топливный бак;
- генератор;
- сварочный инвертор (трансформатор, выпрямитель);
- блоки коммутации, управления.

Двигатель создает крутящий момент, приводящий в действие генератор. Последний вырабатывает электрический ток;
- преобразуемый в 220V для подключения других потребителей электрической энергии (через розетку на корпусе);
- подающийся на сварочное оборудование для выработки необходимых параметров для сварочных работ.
Плюсы
- полная независимость от внешнего источника питания — электрической сети;
- функция «2 в 1»: выработка электроэнергии для сварочного аппарата и других потребителей;
- экономия финансов — один агрегат стоит дешевле, нежели два по отдельности;
- устройство занимает меньше места, чем два отдельных.
Основное преимущество — это использование в местах с полным отсутствием электричества. Этот факт очень важен для выбора оборудования при проведении ремонтных или строительных работ в полевых условиях.
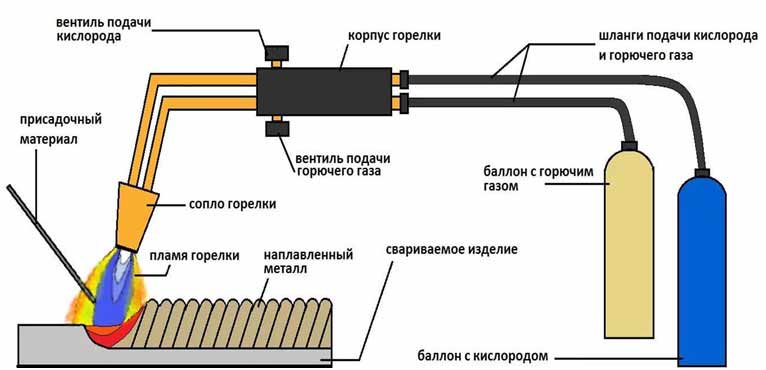
Газосварочный комплект
Газовая сварка — создание тепла для расплавления металла посредством сгорания горючего газа в среде кислорода. При высокой температуре (700-3000°C) происходит расплавление присадочной проволоки, оплавление краев обрабатываемых деталей. Создается ванна расплавленного металла, при остывании образующая сварочный шов.
Область применения:
- соединение стали с толщиной до 5мм;
- сплавление цветных металлов и сплавов;
- стыковка элементов из инструментальной стали, требующая плавного нагрева и медленного охлаждения;
- сварка чугуна — особенность химической структуры и свойства самого материала.
Достоинства
- простота технологического процесса;
- доступность энергетического носителя (газа) и окислителя (воздух, кислород);
- отсутствует необходимость в стороннем источнике энергии — процесс сжигания является тепловыделяющей операцией;
- легкий контроль за параметрами сварочного процесса — временем нагрева, тепловым потоком, скоростью резки и сварки.
Недостатки
- малая скорость прогрева зоны сварки;
- из-за широкого рассеивания газового факела значительно увеличивается зона нагрева детали;
- отсутствует возможность сужения факела — происходит нерациональное использование теплового потока;
- с увеличением толщины металла падает производительность труда — время тратится на разогрев зоны обработки;
- экономический эффект ниже по сравнению с электродуговым соединением;
- невозможность автоматизации процесса.

Приобретать такое оборудование для решения собственных бытовых задач целесообразно при совмещении с оказанием сторонних услуг газовой сварки. В противном случае оно будет просто пылиться на складе.
Выбор сварочного аппарата
Выбор сварочного аппарата, покупка оборудования — ответственный шаг. Кроме финансовых затрат, необходимо:
- организовать рабочее место (при стационарном использовании);
- оборудовать зону для хранения оборудования;
- выбрать и купить приспособления для сварки;
- изучить устройство сварочного аппарата, овладеть навыками работы;
- озаботиться техникой безопасности — сварочные материалы и оборудование относятся к приспособлениям с повышенным риском.
На выбор повлияют условия применения оборудования. В местности с отсутствием электричества применимы сварочный агрегат или газовое оборудование. В пользу генератора — выработка электроэнергии для других потребителей: освещение, электроинструмент, бытовая плитка для приготовления пищи и т.п.
Другой вариант — оснащение электросетью в 220 или 380V. Небольшие аппараты в 220V выполнят широкий круг задач при строительстве собственного дома. Использование напряжения 380V значительно расширяет возможности оборудования. Позволит применять оборудование для решения домашних проблем и в малом бизнесе.
Выбирая, какой сварочный аппарат лучше, вы должны помнить общие критерии:
- Экономическая целесообразность покупки. Необходимо оценить окупаемость затрат. Вполне возможно, что арендовать аппарат или пригласить специалиста окажется выгоднее.
- Сетевое напряжение. Оборудование подбирается в соответствии с обеспечением электроэнергией: в одно- или трехфазном исполнении.
- Типы сварочных аппаратов. Агрегат выбирается исходя из навыков владения тем или иным видом оборудования, видов работ, финансовых возможностей.
- Сила тока. Определяет толщину обрабатываемого металла и диаметр электрода. С ростом показателей увеличивается толщина и диаметр.
- Экономичность. Инвертор существенно меньше потребляет электроэнергии в процессе эксплуатации.
- Условия эксплуатации. Преимущество за трансформатором, способным работать в непрерывном режиме в полевых условиях.
- Ремонтопригодность. Трансформатор и выпрямитель проще отремонтировать в силу простоты конструкции. Нет проблем с поиском запчастей.
- Масса. Инвертор легче других электроаппаратов в 2-3 раза.
- Цена. Цепочка выглядит (по возрастанию): трансформатор→выпрямитель→инвертор.
Опытный мастер сам сможет определиться с необходимым оборудованием. Для начинающего электросварщика порекомендуем:
- инвертор;
- максимальный ток 160-200А;
- напряжение питания 220В;
- возможность применять электроды Ø 1.6-4мм;
- выполняет все виды швов в ручном режиме дуговой сварки.
Какой сварочный аппарат лучше определит только сам потребитель. Если у вас возникло желание поделиться своими знаниями и опытом работы на сварочнике, информацию можно оставить в блоке «контакты» нашего сайта.






