Особенности электродов WL 10, 15, 20, тонкости работы

Высокопроизводительные вольфрамовые электроды марки WL относятся к типу неплавящихся. Являются универсальным расходным материалом. Используются для соединения деталей, изготовленных из любой марки стали, а также цветных металлов, с применением аппаратов, работающих на постоянном и переменном токе в среде защитных газов (TIG). Вольфрамовые электроды марки WL-15, а также WL-10 и WL-20 имеют второе название – лантановые. Это объясняется тем, что к чистому вольфраму, из которого изготавливают стержень расходного материала, добавляется небольшое количество оксида лантана, который равномерно распределен в объеме стержня. Добавка улучшает технические и эксплуатационные характеристики. Дуга легко зажигается, в процессе ведения сварки она горит стабильно. Конец электрода изнашивается не так быстро, как у других типов вольфрамовых изделий. Работать с таким расходным материалом можно на повышенном токе. Кроме того, он долговечен и меньше загрязняет вольфрамом сварной шов, что является важным преимуществом при сварке конструкций ответственного назначения. Такими электродами невозможно прожечь тонкостенный металл. Рекомендуется использовать при выполнении сварочных соединений начинающим сварщикам: шов получится аккуратный и ровный.
Конструкция и свойства
Вольфрам-лантановые электроды с маркировкой WL выпускаются зарубежными производителями. Они соответствуют требованиям, изложенным в российском ГОСТе 23949-80 и стандартах европейских и международных: DIN EN 26848:1991, ISO 6848:2004 и ANSI/AWS A5.12/A5.12M-98.
Электрод представляет собой электропроводный металлический стержень определенного диаметра и длины, состоящий из вольфрама, оксида лантана и примесей в небольшом количестве. Поставляются в специальных пластиковых пеналах диаметром до 4 мм – в количестве 10 штук, большего диаметра – по 5 штук.
На пенале имеется маркировка в виде английских букв и цифр. Например, аббревиатура WL-15 расшифровывается следующим образом:
- W – вольфрамовый;
- L – с добавкой оксида лантана;
- 15 – среднее количество которого составляет 1,5%.
К преимуществам лантанированных вольфрамовых изделий относят:
- высокую степень износостойкости, тепло- и электропроводности;
- выполнение сварки в широком диапазоне рабочих токов в любом пространственном положении;
- легкую зажигаемость дуги;
- стабильность горения дуги на протяжении всего процесса сварки;
- возможность сваривать металл любого химического состава;
- длительное время сохраняют заточку, что увеличивает срок эксплуатации;
- качество шва соответствует всем нормам, действующим в области контроля сварных соединений.
Электроды лантановые, выпускаемые разными зарубежными производителями, отличаются высокой стоимостью.
Особенности разновидностей электродов WL представлены в таблице.
| Марка | Содержание, % | Размеры электродов, мм | Цвет маркировки | Условное обозначение в технической документации и на упаковке | |||
| Вольфрама, не менее | Окись лантана | Примесей, не более | Диаметр | Длина | WL-10- ∅ | ||
| WL-10 | 98,6÷99,0 | 0,8÷1,2 | 0,2 | 1,0; 1,6; 2,0; 2,4; 3,2; 4,0; 4,8; 6,4* | 150; 175* | черный | |
| WL-15 | 98,1÷98,5 | 1,3÷1,7 | золотисто-желтый | WL-15 - ∅ | |||
| WL-20 | 97,6÷98,0 | 1,8÷2,2 | небесно-голубой | ||||
| Примечание: * – диаметр и длина могут отличаться от указанных величин, это зависит от производителя и заказчика, по требованию которого могут быть изготовлены электроды иной длины. | |||||||
Особенности выполнения сварочного процесса
Детали, изготовленные из стали, свариваются между собой током постоянным (прямой полярности), цветные металлы – переменным током. Перед сваркой кромки деталей зачищаются до металлического блеска механическим или химическим способом. Их, как правило, еще дополнительно обезжиривают растворителем (ацетоном, уайт-спиритом или другим средством).
Особое внимание уделяется заточке электрода. Он заостряется, как карандаш, на специальной машинке, на его конце выполняется шарик. На видео показано, как это делается:
Силу сварочного тока устанавливают в зависимости от Ø используемого электрода, который в свою очередь подбирается в соответствии с толщиной металлической заготовки.
В таблице указаны ориентировочные диаметры электрода в зависимости от типа металла, который подлежит соединению, и его толщины.
| Тип металла | Толщина, мм | Ø электрода, мм |
|---|---|---|
| Стали, включая нержавеющие и с особыми свойствами | 0,5 | 1,0 |
| 1,0 | 1,6 | |
| 2,0 | 2,4 | |
| 3,0 | 3,2 | |
| 4,0 | 4,8 | |
| 5,0 и более | 6,4 | |
| Цветные металлы | 1,0 | 1,6 |
| 2,0÷4,0 | 2,4÷4,8 | |
| 5,0÷6,0 | 4,8÷6,4 | |
| 7,0 и более | 6,4 |
Сила тока зависит от его рода (переменный или постоянный). В следующей таблице указаны пределы, в которых он может изменяться в зависимости от диаметра электрода.
| Диаметр, мм | Род тока в А | |
|---|---|---|
| переменный | постоянный | |
| 1,0 | 10÷15 | 10÷70 |
| 1,6 | 30÷90 | 40÷130 |
| 2,4 | 50÷100 | 65÷160 |
| 3,2 | 100÷160 | 140÷180 |
| 4,8 | 200÷280 | 300÷400 |
| 6,4 | 250÷300 | 350÷450 |
Внимание! Если в процессе варки дуга блуждает, необходимо увеличить силу сварочного тока.
На рисунке ниже показано направление сварки и угол наклона электрода при использовании присадочного прутка.
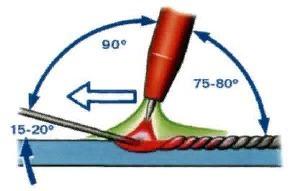
Длина вылета кончика электрода зависит от положения сварки и колеблется от 3 до 5 мм при соединении металла встык и от 5 до 8 мм при соединении угловом и тавровом. Расход защитного газа должен быть в пределах 7÷10 л/мин. Сварка без присадочного прутка ведется электродом, который располагают перпендикулярно оси шва.
Просим тех, кто выполнял сварку такими электродами, поделиться опытом и дополнить информацию по особенностям работы с ними.


 (3 оценок, среднее: 3,67 из 5)
(3 оценок, среднее: 3,67 из 5)




